English
English 

Links
Materials
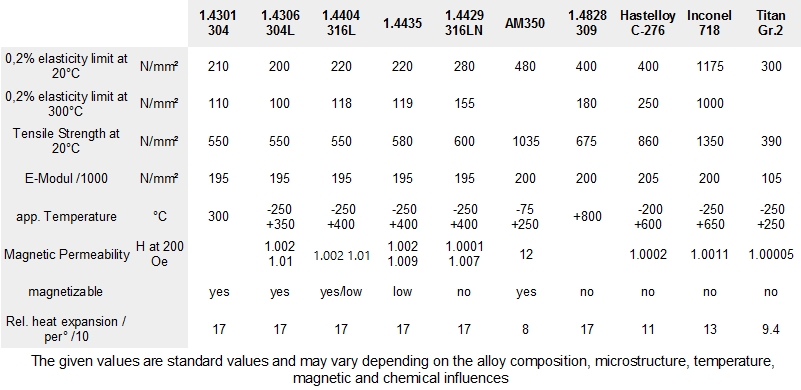
Stainless Steel continues to be the most used Material in high vacuum technology. It combines the properties solid, dense, forgeable, malleable and noncorrosive. Only for special applications other metals are used, mostly in UHV - Technology. Stainless Steel can be welded, soldered, cleaned and glowed. Further, the built - up steam pressure is low. Specific Properties can be optimized with additions. Please refer to the table below.
Corrosion : All stainless steels are suitable for laboratory use in a dry environment. For applications with a high water vapor content, etching or chemically reactive gases, stainless steel of higher grade must be used. Selecting the correct material requires the user's experience, as the corrosion resistance depends on many parameters, such as temperature, gas composition, gas type, product material and activation. Caution with chlorine and other halogens: stainless steels with low alloy surcharges are prone to pitting, crevice and stress corrosion. Increasing wall thickness doesn't help, the alloy must be sufficiently resistant to corrosion.
Permeation : METALLIC FLEX products are offered in sufficiently dense versions, specify to us your application or density requirement. Elastomer seals permeate more than flange components, since the material is an elastomer and the thickness can't be increased arbitrarily. For Vacuum systems below 1*10-8Pa m3/s metal seals are recommended especially for large diameters.
Surfaces : Components of vacuum technology can't be manufactured in vacuum and stored therein. The components are manufactured in our steam - air - atmosphrere, which kept mankind alive for millions of years. Vacuum technology must therefore adapt itself with an adsorbed layer on the surface. The remedy is annealing, which is usually done before assembly and outgassing by heat which is usually done in assembled equipment. METALLIC FLEX products can be annealed on request to improve the surface.
Strength : The offered components are calculated for Vacuum or suitable by experience. The atmospheric pressure of 0,1N/mm2 is considered. With simple designs, the vacuum may be inside or outside fitting. For complex structures and bellows the vacuum side is constructively considered.
Heat Treatment is used many ways :
- Glowing with reducing gas to improve surface. Hydrocarbons and many other substances are burnt and carbon on the surface is reduced.
- Glowing in a vacuum reduces hydrogen on the surface and inside the material
- Glowing for degassing
- Glowing for stress relaxation, prevents subsequent distortions especially on sealing surfaces or fit sizes
Magnetizability is particularly important for components of synchrotrons. Remedy against unwanted magnetization are austenitic stainless steels which has been deformed very little only. 316L, 1.4435 and 1.4429 are less and less magnetizable in that order. Certain Titan or nickel alloys should be used for maximum requirement.
Stabilization : Metals consist of molecules that arrange themselves to crystal lattices,, which in turn form a grain. The size of the grain, after polishing and etching visible and measurable under a light microscope, determines the properties of the material. The grain shall not exceed a certain size, especially in thin sheets, given that this can cause leakage. Further can, during welding, a segregation of the alloy components inside a grain cause chromium carbides, which deprives the chrome component of the grain edges and makes it susceptible to intergranular corrosion. Remedy is titanium or else niobium as an alloying element. They bind the carbon and avoid segregation. Titanium carbides also occur on the surface as hard inclusions, the surface can not be polished as a result. Low carbon stainless steels or stabilized steainless steels (table below) are used for sheets over 5mm thickness.
1.4301 and AISI304 are the most commonly used materials worldwide for high vacuum technology. They posess sufficient properties, but not for applications with risk of corrosion.
1.4306 and AISI304L are similar, but better weldable for their reduced carbon content.
1.4541 and AISI321 are highly malleable, used for metal sheets, pipes and formed bellows.The material for general industry.
1.4571 also called AISI321Ti are easily malleable therefore often used for metal sheets, pipes and formed bellows. Titanium stabilisation is beneficial for thicker walls and in risk of corrosion, less so for thinner wall thickness, not for polishing the surface. The material for chemical industry.
1.4404 and AISI316L are more corrosion - resistant and the probability of magnetizability is lower due to increased nickel- and molybdenum content. The second most common use in vacuum technology.
1.4435 is further step above 1.4404 in matters of corrosion and magnetizability.
1.4429 and AISI316LN are firmer and harder than above materials due to increased nitrogen content. They are especially appreciated for permanent CF cutting edges, for lowest magnetizability, as well as for to be free of shrinkholes when material is melted ESR.
Hastelloy C is used for agressive media, welded bellows in the semiconductor industry are made of this material.
Inconel 718 and 1.4828 AISI309 for high temperatures, for example manufactured as welded bellow or formed bellow for furnaces.
AM350 is a spring steel, which is used exclusively in welded bellows. AM350 enables high elasticity, which stainless steel has not, and high durability in flexible components. For dry applications in production equipment in vacuum technology to achieve millions of cycles.
Titanium is non - magnetic high - strength lightweight material, we use Grade 2, eg for cryogenic synchroton applications. It can not be welded to stainless steel.
Kovar is a nickel alloy with low temperature expansion, suitable for components, which are connected with ceramic or hard glass and operated hot.